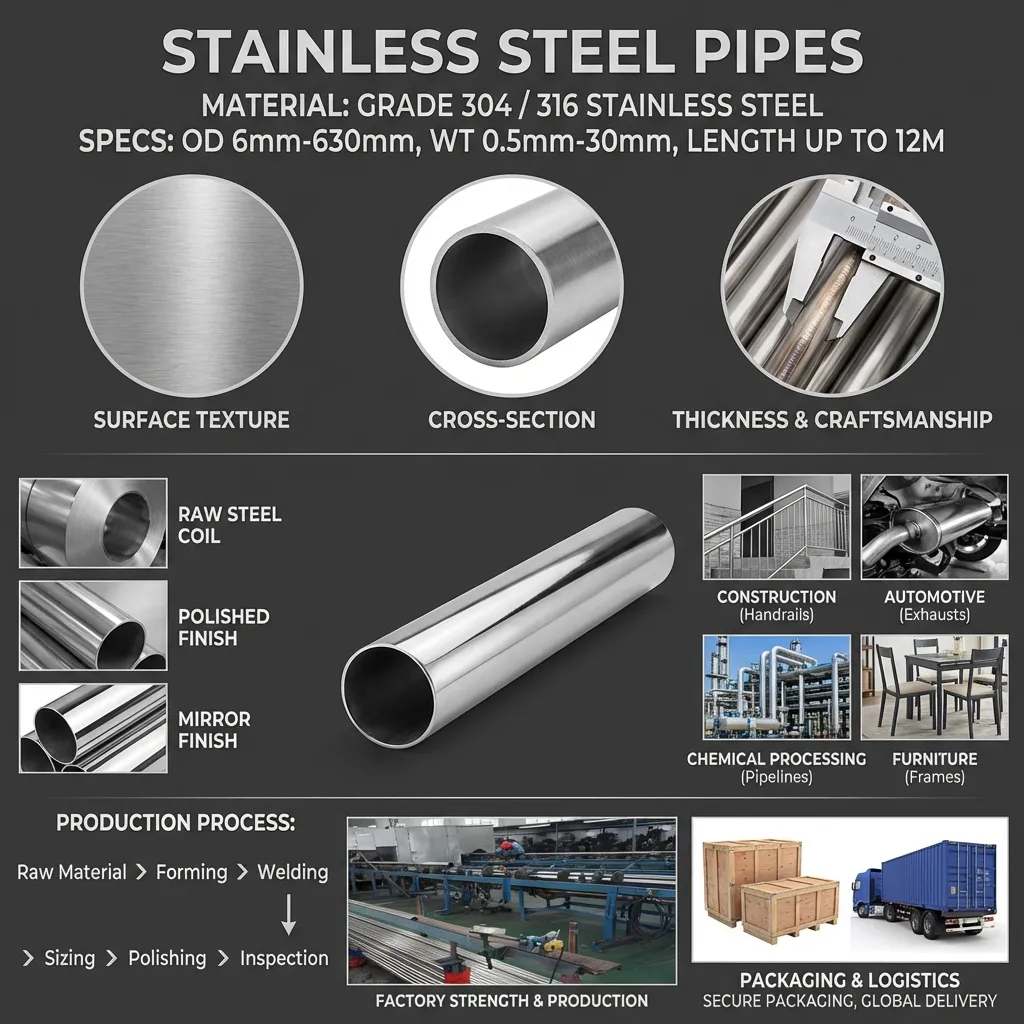
The 2 inch 316 stainless steel pipe represents a premium-grade corrosion-resistant piping solution engineered for demanding industrial applications. Manufactured from austenitic chromium-nickel-molybdenum alloy, this piping material delivers exceptional resistance to chloride-induced corrosion, superior mechanical strength, and outstanding weldability. Ideal for chemical processing plants, marine environments, pharmaceutical manufacturing, and food processing facilities, this product serves industries requiring reliable performance under aggressive conditions.
What is 2 Inch 316 Stainless Steel Pipe?
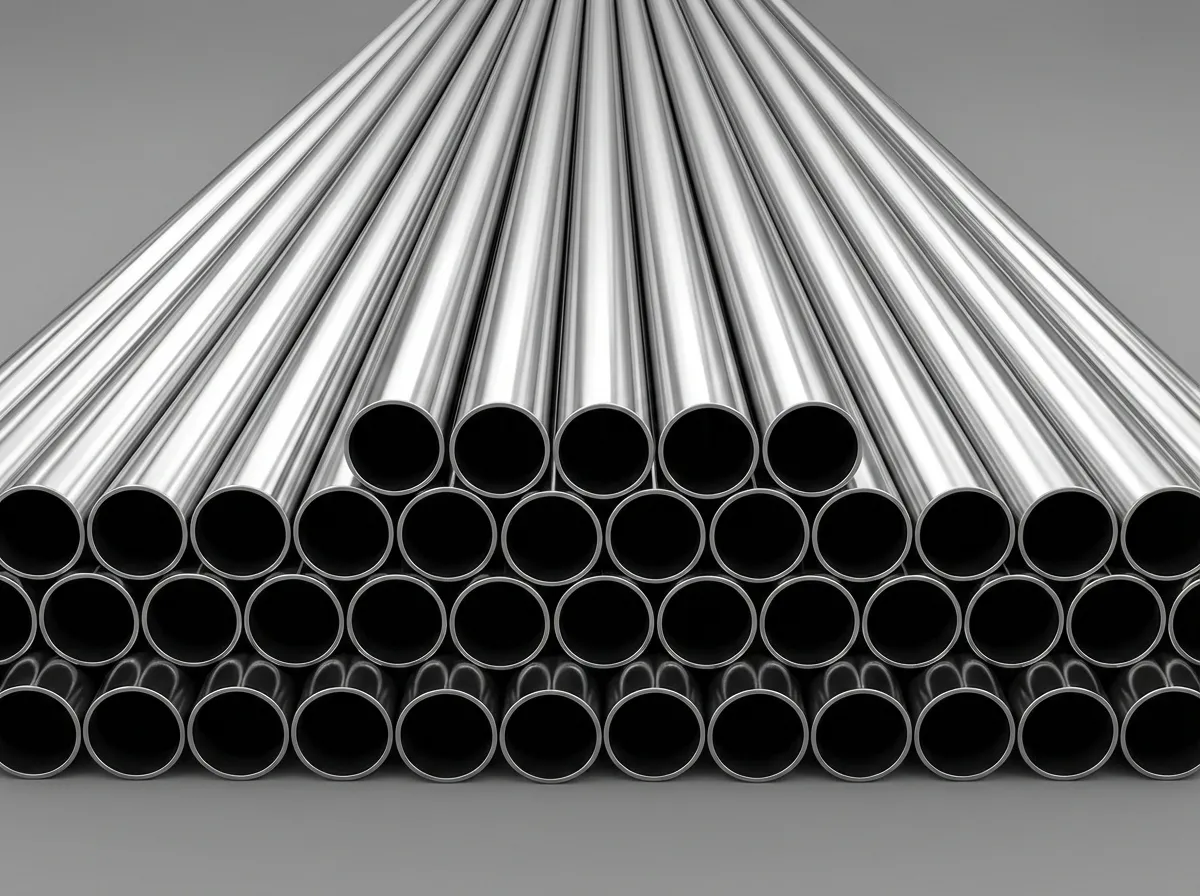
A 2 inch 316 stainless steel pipe is a corrosion-resistant tubular product with a nominal diameter of 2 inches (50.8 mm), fabricated from Grade 316 austenitic stainless steel containing 16-18% chromium, 10-14% nickel, and 2-3% molybdenum. This alloy composition provides superior resistance to pitting and crevice corrosion in chloride environments compared to conventional 304 grade material. Available in both seamless and welded configurations, these pipes comply with ASTM A312/A312M standards and find extensive application in corrosive fluid handling systems.

2 Inch 316 Stainless Steel Pipe Technical Specifications
The material conforms to ASTM A312/A312M-21 specification for seamless, welded, and heavily cold worked austenitic stainless steel pipes. Chemical composition includes carbon content limited to 0.08% maximum, chromium ranging 16.0-18.0%, nickel 10.0-14.0%, and molybdenum 2.0-3.0% per Section 5 requirements. Mechanical properties demonstrate minimum tensile strength of 515 MPa, yield strength of 205 MPa minimum, and elongation of 30% in 50mm gauge length according to ASTM A370 testing protocols. Standard wall thicknesses available include Schedule 5S, 10S, 40S, and 80S configurations, with outside diameter maintained at 60.3 mm per ASME B36.19M dimensional standards.

Manufacturing Process and Quality Control
Production employs either seamless hot extrusion methods per ASTM A999 or TIG/plasma arc welding techniques for fabricated versions. Seamless pipes undergo rotary piercing of solid billets followed by pilgering or cold drawing to achieve final dimensions with tolerance of ±0.4mm on outside diameter. Welded variants utilize automatic fusion welding with post-weld heat treatment at 1040-1120°C to restore corrosion resistance in heat-affected zones. Each production lot receives hydrostatic testing at minimum 6.9 MPa pressure, eddy current inspection per ASTM E426, and dimensional verification ensuring compliance with specified tolerances.
Heat Treatment Requirements
Solution annealing treatment occurs at temperatures between 1040°C and 1150°C followed by rapid water quenching to maintain austenitic microstructure and prevent carbide precipitation. This thermal processing eliminates residual stresses from cold working operations while optimizing corrosion resistance properties. Material receives mill test certificates documenting heat treatment parameters and mechanical test results per EN 10204 Type 3.1 certification standards.
Surface Finish Options
Standard mill finish provides an as-rolled or as-drawn surface suitable for industrial applications. Enhanced finishes include 2B cold-rolled annealed and pickled surface with Ra value of 0.5 μm, 2D hot-rolled annealed and pickled finish, and electropolished surfaces achieving Ra below 0.25 μm for pharmaceutical and food processing requirements. Mechanical polishing to 180, 240, or 320 grit specifications accommodates aesthetic and hygienic application demands.
Application Industries and Use Cases
Chemical processing facilities utilize these pipes for handling sulfuric acid, phosphoric acid, and organic solvents where molybdenum content provides enhanced pitting resistance. Marine applications including seawater desalination plants, offshore platforms, and coastal infrastructure benefit from superior chloride stress corrosion cracking resistance. Pharmaceutical manufacturing systems employ electropolished variants for sterile fluid transfer maintaining surface cleanliness to 0.8 μm Ra maximum. Food and beverage processing operations specify sanitary grade tubing meeting 3-A standards for product contact surfaces in dairy, brewing, and juice production lines.
Corrosion Resistance Performance
The 2-3% molybdenum addition significantly improves resistance to localized corrosion in chloride-containing environments compared to Type 304 material. Pitting resistance equivalent number (PREN) calculated as %Cr + 3.3(%Mo) + 16(%N) exceeds 24 for Grade 316, providing reliable service in seawater and brackish water applications. Material demonstrates excellent resistance to intergranular corrosion after sensitization, maintaining structural integrity in welded assemblies without requiring post-weld heat treatment in most service conditions.
Temperature Service Range
Continuous service temperatures range from cryogenic conditions at -196°C for liquefied gas handling to elevated temperatures reaching 870°C in oxidizing atmospheres. Intermittent exposure to 925°C remains acceptable for short duration heating cycles. However, prolonged exposure between 425-860°C may cause carbide precipitation reducing corrosion resistance, necessitating low-carbon 316L grade selection for welded fabrications in this temperature regime.
Dimensional Standards and Tolerances
Nominal 2 inch designation corresponds to 60.3 mm outside diameter per ASME B36.19M metric designation DN50. Schedule 10S maintains wall thickness of 2.77 mm providing flow area of 2463 mm², while Schedule 40S specifies 3.91 mm wall with 2464 mm² internal area. Schedule 80S heavy wall variant employs 5.54 mm thickness reducing flow area to 2200 mm². Length tolerances for cut pipes maintain ±3.2 mm accuracy on specified dimensions, with straightness deviation limited to 0.15% of total length per ASTM A999 requirements.
Welding and Fabrication Guidelines
Gas tungsten arc welding (GTAW) using ER316L filler metal provides optimal weld quality with argon shielding gas flow at 12-15 L/min. Preheat requirements remain unnecessary for section thicknesses below 13 mm. Interpass temperature should not exceed 150°C to prevent excessive grain growth in heat-affected zones. Post-weld pickling using 8-20% nitric acid plus 1-5% hydrofluoric acid solution at 60°C for 20-40 minutes restores passive chromium oxide film on weld surfaces. Orbital welding systems achieve repeatable penetration control essential for pharmaceutical and semiconductor applications requiring validated welding procedures.
Mechanical Joining Methods
Compression fittings employing ferrule-type connections accommodate field installation without welding equipment for sizes up to DN50. Threaded connections per ASME B1.20.1 NPT or ISO 7-1 Rc standards suit low-pressure applications below 2 MPa. Flanged connections utilizing ASME B16.5 Class 150 or 300 forged flanges with spiral-wound gaskets provide dismantleable joints for maintenance access. Press-fit mechanical couplings offer installation speed advantages in building services applications while maintaining leak-tight performance to 1.6 MPa working pressure.
Comparison with Alternative Materials
Grade 316 demonstrates superior pitting resistance compared to Type 304 due to 2-3% molybdenum content, exhibiting critical pitting temperature 20-30°C higher in chloride solutions. Duplex stainless steel grade 2205 provides approximately double the yield strength at 450 MPa minimum but requires specialized welding procedures and costs 30-40% premium over austenitic 316 material. Carbon steel with corrosion allowance offers lower initial cost but necessitates 3-6 mm additional wall thickness for equivalent service life in mildly corrosive environments. Nickel alloy 625 outperforms 316 in severe reducing acid conditions but commands 300-400% price premium limiting application to critical service requirements.
Frequently Asked Questions
What is the minimum order quantity (MOQ)?
Standard minimum order quantity starts at 100 meters for stock sizes in Schedule 10S and 40S wall thicknesses. Custom specifications including non-standard lengths, special heat treatments, or certified material test reports may require 500 meter minimum quantities. Sample lengths of 1-2 meters are available for qualification testing and material evaluation purposes with expedited delivery within 5-7 business days.
Do you provide material test certificates?
Comprehensive mill test certificates complying with EN 10204 Type 3.1 standard accompany all shipments, documenting chemical composition analysis, mechanical property test results, heat treatment parameters, and dimensional verification data. Certificates include heat number traceability, production date, and manufacturing facility identification. Third-party inspection services through SGS, TÜV, or Lloyd's Register can be arranged for critical applications requiring independent verification of material compliance.
What is the typical delivery time?
Stock items in standard Schedule 10S and 40S configurations ship within 3-5 business days from regional distribution centers. Non-stock sizes require 4-6 weeks manufacturing lead time from mill production scheduling. Custom specifications including special testing, certification requirements, or non-standard finishes extend delivery to 8-10 weeks. Expedited production options reduce lead times by 30-40% with applicable rush charges for urgent project requirements.
Can you cut to custom sizes?
Precision cutting services accommodate custom length requirements from 100 mm minimum to 12 meter maximum dimensions with tolerance of ±1.5 mm using abrasive cutoff or cold sawing methods. End preparation options include square-cut, beveled edges for welding preparation at 37.5° included angle, or threaded ends per ASME B1.20.1 specifications. Deburring and surface cleaning treatments ensure weld-ready condition upon delivery. Volume discounts apply for quantities exceeding 50 pieces of identical specifications.
Get a Competitive Quote for 2 Inch 316 Stainless Steel Pipe
Request factory-direct pricing on ASTM A312 compliant 2 inch 316 stainless steel pipe with mill test certification and quality assurance documentation. Our technical sales team provides application engineering support, material selection guidance, and custom fabrication solutions tailored to your project specifications. Benefit from consolidated shipping, flexible payment terms, and dedicated account management ensuring seamless procurement experience.
- 24/7 customer support available via phone, email, and live chat
- Free samples for quality evaluation with certified test reports
- Competitive pricing for bulk orders with volume discount schedules
- Professional technical consultation on material selection and application suitability
- Expedited logistics coordination for time-sensitive project deliveries
- Comprehensive warranty coverage on material defects and dimensional non-conformance
Contact us today to get your free quote within 24 hours! Our materials specialists are ready to assist with technical specifications, pricing information, and delivery scheduling to meet your project timeline requirements.

 English
English  简体中文
简体中文 
 CN
CN