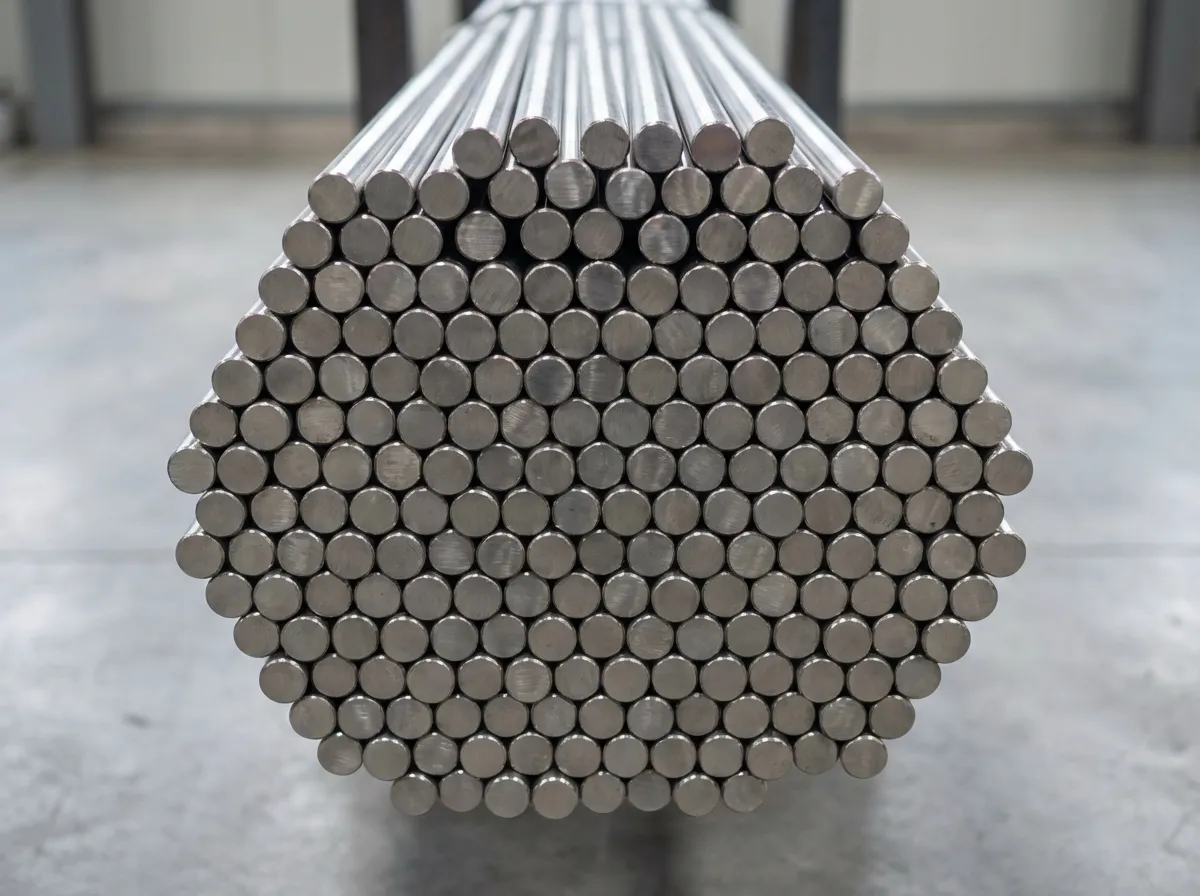
302 stainless steel rod represents a versatile austenitic chromium-nickel alloy engineered for applications demanding superior work-hardening characteristics combined with excellent corrosion resistance. This precision-manufactured product serves critical roles in aerospace fasteners, spring components, and high-stress mechanical assemblies where enhanced tensile properties after cold forming prove essential. Manufacturers across automotive, electronics, and industrial sectors rely on this material for components requiring both formability during fabrication and strength in final application.
What is 302 Stainless Steel Rod?
302 stainless steel rod constitutes an austenitic alloy containing 17-19% chromium and 8-10% nickel, distinguished by its elevated work-hardening rate compared to standard 304 grade. This material exhibits exceptional ductility in annealed condition while achieving significantly higher tensile strength through cold working processes. The alloy maintains stable austenitic structure across broad temperature ranges, providing reliable performance from cryogenic environments to moderate elevated temperatures. Manufactured per ASTM A276 specifications, these rods deliver consistent mechanical properties essential for precision engineering applications.
302 Stainless Steel Rod Technical Specifications
The chemical composition comprises 0.15% maximum carbon, 2.00% maximum manganese, and 0.045% maximum phosphorus per ASTM A276 requirements. Mechanical properties in annealed condition include minimum tensile strength of 515 MPa, yield strength of 205 MPa, and elongation of 40% in 50mm gauge length. Cold-drawn variants achieve tensile strengths exceeding 1380 MPa depending on reduction ratios. The material demonstrates density of 7.94 g/cm³ at ambient temperature with thermal conductivity of 16.2 W/m·K at 100°C. Available diameter ranges span 3mm to 300mm in both hot-rolled and precision cold-drawn finishes.
Manufacturing Processes and Surface Finishes
Production methodologies encompass hot rolling for larger diameter rods followed by descaling and straightening operations. Precision cold-drawn rods undergo multiple drawing passes through carbide dies achieving diameter tolerances of ±0.05mm and surface roughness below 0.8 Ra. Centerless grinding processes further enhance dimensional accuracy to ±0.02mm for critical applications. Surface treatments include bright annealing in controlled atmosphere furnaces producing oxide-free finishes, or mechanical polishing to 320 grit for decorative applications. Heat treatment cycles involve solution annealing at 1040-1120°C followed by rapid quenching to retain austenitic microstructure.
Key Applications Across Industries
Aerospace manufacturers utilize 302 rod for aircraft structural fasteners and safety wire applications where high tensile strength after cold heading proves crucial. The electronics industry employs this material for spring contacts and connector pins benefiting from superior electrical conductivity of 2.5% IACS. Automotive applications include valve springs, brake components, and suspension elements requiring fatigue resistance exceeding 10⁷ cycles. Chemical processing equipment incorporates these rods for pump shafts and agitator components exposed to mildly corrosive media. Architectural hardware fabricators select this grade for door closers and locking mechanisms demanding both strength and corrosion resistance.
Corrosion Resistance Performance
This alloy demonstrates outstanding resistance to atmospheric corrosion, maintaining surface integrity in industrial and marine environments without protective coatings. Performance in acidic conditions includes resistance to nitric acid concentrations up to 65% at ambient temperature, and organic acids including acetic and citric solutions. Pitting resistance equivalent number (PREN) of approximately 18 indicates moderate resistance to chloride-induced localized corrosion. The material exhibits excellent performance in freshwater and steam environments, though chloride concentrations exceeding 100ppm may initiate stress corrosion cracking under sustained tensile loads above yield strength.
Work Hardening Characteristics
Cold working operations transform the austenitic structure through strain-induced martensite formation, elevating hardness from 85 HRB in annealed condition to 45 HRC after severe deformation. This phenomenon enables spring manufacturers to achieve ultimate tensile strengths approaching 1930 MPa through controlled cold reduction. The work-hardening exponent (n-value) of approximately 0.50 surpasses that of 304 grade, providing superior formability before necking initiation. Manufacturers exploit this characteristic for deep drawing operations, achieving draw ratios exceeding 2.2:1 without intermediate annealing cycles.
Welding Considerations and Procedures
Gas tungsten arc welding (GTAW) represents the preferred joining method using ER308L filler metal to prevent carbide precipitation in heat-affected zones. Preheat requirements remain unnecessary for sections below 25mm thickness, though interpass temperatures should not exceed 150°C to minimize distortion. Post-weld solution annealing at 1065°C restores corrosion resistance by dissolving chromium carbides formed during thermal cycles. Resistance spot welding proves effective for sheet-to-rod assemblies using electrode forces of 2.5-4.0 kN and weld times of 10-20 cycles at 60Hz frequency.

Comparison with Alternative Stainless Grades
Relative to 304 stainless steel rod, this grade offers approximately 15% higher work-hardening rate enabling superior spring performance and cold-heading capabilities. Type 301 provides even greater work-hardening potential but sacrifices some corrosion resistance through reduced chromium content. For applications requiring enhanced corrosion resistance, 316L grade incorporates molybdenum additions though at reduced work-hardening rates. Precipitation-hardening grades like 17-4 PH achieve higher ultimate strengths through heat treatment but lack the ductility advantages of austenitic 302 alloy.
Quality Assurance and Certifications
Manufacturing facilities maintain ISO 9001:2015 quality management systems with full traceability from melt batch through final inspection. Material test reports (MTR) document chemical composition verified through optical emission spectroscopy per ASTM E415, and mechanical properties confirmed via tensile testing according to ASTM E8. Dimensional verification employs coordinate measuring machines (CMM) with accuracy of ±0.001mm for critical tolerance verification. Third-party inspection services including Lloyd's Register and Bureau Veritas provide independent certification for applications requiring additional quality validation.
Testing and Inspection Protocols
Non-destructive testing encompasses ultrasonic examination per ASTM A388 detecting internal discontinuities exceeding 1.6mm diameter, and magnetic particle inspection for surface crack detection in cold-worked conditions. Eddy current testing verifies surface integrity of bright-finished rods with defect detection sensitivity of 0.1mm depth. Hardness testing utilizes Rockwell B-scale for annealed material and C-scale for cold-worked products, with measurements at minimum three locations per production lot. Metallographic examination confirms grain size compliance with ASTM E112 requirements, typically ASTM No. 6-8 for annealed condition.
Dimensional Tolerances and Standards
Hot-rolled rods conform to diameter tolerances of +0.76mm/-0.00mm for sizes 19-25mm per ASTM A276 specifications. Cold-drawn precision rods achieve h9 tolerance grade providing ±0.052mm variation for 20mm diameter, or h11 for commercial applications allowing ±0.130mm. Straightness specifications limit deviation to 1.5mm per meter length for hot-rolled products, improving to 0.5mm per meter for precision cold-drawn variants. Surface finish requirements range from 250 grit equivalent for turned rods to mirror polish achieving 0.2 Ra for decorative applications.
Frequently Asked Questions
What is the minimum order quantity (MOQ)?
Standard minimum order quantities begin at 500 kilograms per specification, though smaller quantities of 100-200 kilograms may be accommodated for precision cold-drawn diameters below 25mm from existing inventory. Custom diameter requirements or specific length cuts typically require 1000 kilogram minimums to justify tooling and setup costs. Sample quantities of 10-20 kilograms are available for material qualification testing prior to production commitments.
Do you provide material test certificates?
Comprehensive material test certificates accompany all shipments, including EN 10204 3.1 certification documenting chemical analysis, mechanical properties, and heat treatment parameters. Certificates reference specific heat numbers enabling full traceability to original melt production. Additional testing including intergranular corrosion testing per ASTM A262 Practice E or ferrite content measurement can be provided upon request with 5-7 business days additional lead time.
What is the typical delivery time?
Standard diameter rods from 10mm to 50mm in annealed condition ship within 15-20 business days from stock inventory. Precision cold-drawn sizes or custom diameter specifications require 35-45 business days including material processing and quality verification. Expedited production schedules can reduce lead times to 25-30 business days with premium charges of 15-20% applied. International shipments add 7-14 days depending on destination and customs clearance procedures.
Can you cut to custom sizes?
Precision cutting services accommodate length requirements from 100mm to 6000mm with tolerance of ±1mm using abrasive cutoff methods that minimize heat-affected zones. Saw cutting provides economical processing for lengths above 500mm with tolerances of ±3mm. End-facing operations ensure perpendicularity within 0.5mm per 100mm diameter. Chamfering and deburring services remove sharp edges to 0.5mm radius for safe handling and assembly operations.
Get a Competitive Quote for 302 Stainless Steel Rod
Our technical sales team provides comprehensive support from material selection through delivery, backed by 20+ years of stainless steel distribution experience. We maintain strategic inventory positions enabling rapid response to urgent requirements while offering mill-direct pricing for volume commitments. Quality assurance protocols ensure every shipment meets your exact specifications with complete documentation supporting your quality management systems.

- 24/7 customer support available via phone, email, and online chat
- Free samples for quality evaluation including test certificates
- Competitive pricing for bulk orders with volume discount tiers
- Professional technical consultation for material selection and application engineering
- Flexible payment terms including letters of credit and net 30-60 day accounts
- Global logistics network ensuring on-time delivery to your facility
Contact us today to get your free quote within 24 hours!
 English
English  简体中文
简体中文 
 CN
CN