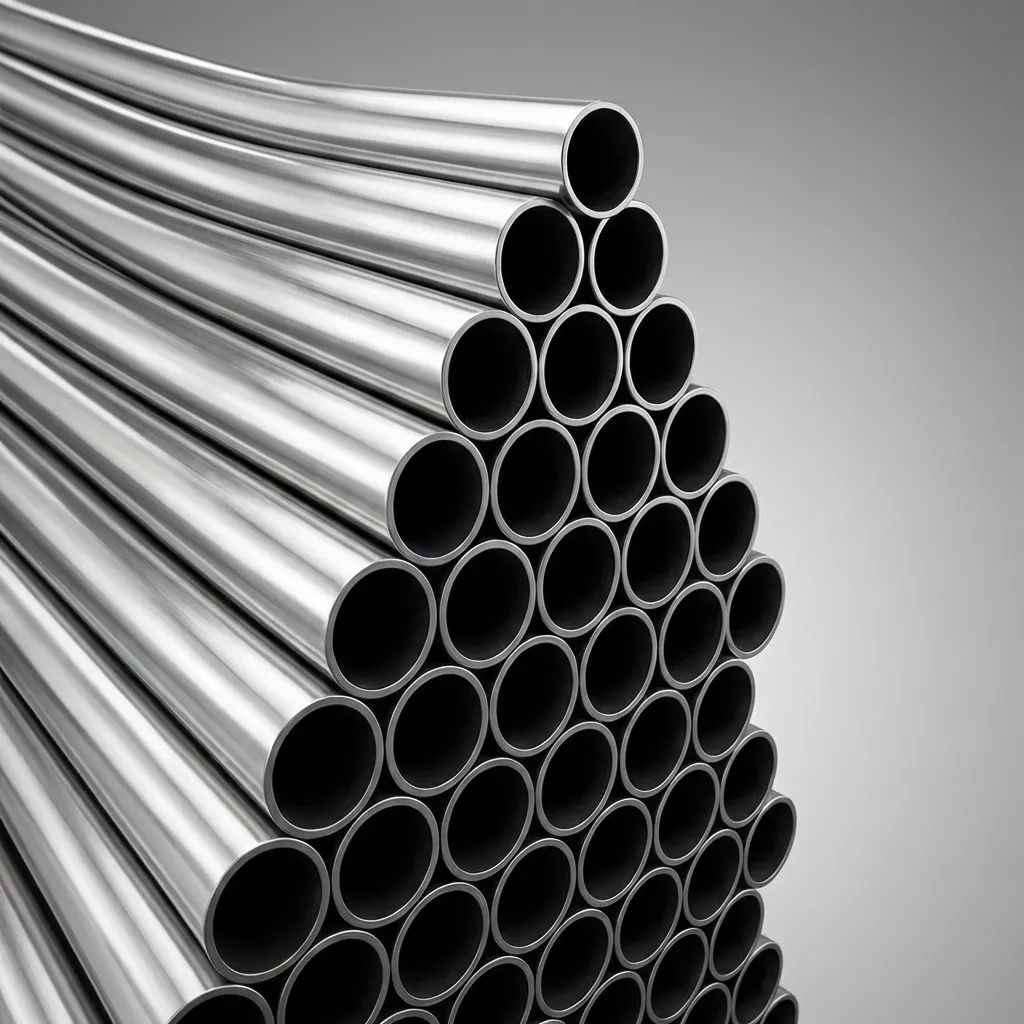
Austenitic stainless steel pipe represents the most widely specified category of corrosion-resistant piping solutions for industrial, chemical processing, and high-purity applications. Characterized by a face-centered cubic crystal structure containing chromium (16-26%) and nickel (6-22%), these pipes deliver exceptional resistance to oxidation, superior mechanical properties across broad temperature ranges, and excellent fabrication characteristics. Engineered to meet stringent international standards including ASTM A312 for welded and seamless configurations and ASTM A213 for boiler and heat exchanger service, austenitic grades such as 304, 304L, 316, and 316L serve critical roles in pharmaceutical manufacturing, food processing, marine environments, and petrochemical installations where material integrity directly impacts operational safety and product quality.
What is Austenitic Stainless Steel Pipe?
Austenitic stainless steel pipe is a non-magnetic tubular product manufactured from chromium-nickel alloys that maintain an austenitic microstructure at room temperature through controlled nickel additions. Unlike ferritic or martensitic grades, these pipes exhibit superior ductility with elongation values typically exceeding 40% and cannot be hardened through heat treatment. The austenitic family encompasses over 60 standardized grades, with 304 (18% Cr, 8% Ni) serving general-purpose applications and 316 (16% Cr, 10% Ni, 2% Mo) providing enhanced resistance to chloride-induced pitting corrosion. Manufacturing processes include seamless production via hot extrusion or cold pilgering for sizes up to 24 inches, and welded fabrication using TIG or plasma arc welding for larger diameters, with post-weld heat treatment optional depending on service conditions and carbon content specifications.
Austenitic Stainless Steel Pipe Technical Specifications
Standard austenitic pipe dimensions conform to ASME B36.19M for stainless steel piping, offering nominal pipe sizes (NPS) from 1/8 inch to 48 inches with schedule designations ranging from 5S to XXS. Wall thickness tolerances per ASTM A999 permit variations of ±12.5% for welded pipe under 1/2 inch OD and ±10% for seamless configurations. Chemical composition for Grade 304 limits carbon to 0.08% maximum, manganese to 2.0%, silicon to 1.0%, with chromium between 18.0-20.0% and nickel 8.0-10.5%, while 316L low-carbon variant restricts carbon to 0.03% maximum to prevent sensitization during welding. Mechanical properties mandate minimum tensile strength of 515 MPa for 304 and 485 MPa for 316L per ASTM A312, with yield strength values of 205 MPa and 170 MPa respectively, measured at room temperature following solution annealing heat treatment at 1040-1120°C.
Manufacturing Standards and Quality Certifications
Production of austenitic stainless steel pipe adheres to multiple international frameworks ensuring dimensional accuracy and metallurgical consistency. ASTM A312/A312M-21 governs seamless, welded, and heavily cold worked pipe for corrosive or high-temperature service, specifying hydrostatic testing at minimum pressures calculated per ASME B31.3 formulas. European standard EN 10217-7:2014 addresses technical delivery conditions for welded corrosion-resisting steel tubes, while JIS G3459 covers nominal bore piping for Japanese industrial applications. Each production lot undergoes non-destructive examination including ultrasonic testing per ASTM E213 for seamless pipe and radiographic inspection conforming to ASTM E1742 for welded joints. Material test reports (MTR) certified to EN 10204 Type 3.1 document chemical analysis via optical emission spectrometry, mechanical testing results from transverse and longitudinal specimens, and intergranular corrosion resistance verification through ASTM A262 Practice E testing for stabilized or low-carbon grades.
Corrosion Resistance Properties and Environmental Performance
The austenitic microstructure provides outstanding resistance to atmospheric oxidation up to 870°C for Grade 304 and 925°C for Grade 310S high-temperature variants. In aqueous environments, passive chromium oxide films regenerate spontaneously when exposed to oxygen, maintaining protection in pH ranges from 4 to 10. Grade 316 molybdenum-enhanced composition exhibits superior resistance to chloride pitting, with critical pitting temperature (CPT) values exceeding 25°C in 10% ferric chloride solutions per ASTM G48 Method A. However, stress corrosion cracking susceptibility exists in chloride concentrations above 100 ppm at temperatures exceeding 60°C, necessitating duplex or super austenitic alternatives for severe marine applications. Crevice corrosion resistance improves with molybdenum content, making 316L the preferred choice for seawater cooling systems and desalination plants operating under ASTM D1141 synthetic seawater exposure conditions.
Welding Procedures and Fabrication Guidelines
Austenitic stainless steel pipe demonstrates excellent weldability using gas tungsten arc welding (GTAW), gas metal arc welding (GMAW), and shielded metal arc welding (SMAW) processes without mandatory preheat requirements. Filler metal selection follows AWS A5.9 specifications, utilizing ER308L for 304L base material and ER316L for molybdenum-bearing grades to match corrosion resistance and prevent hot cracking. Interpass temperatures should remain below 150°C to minimize carbide precipitation, while post-weld solution annealing at 1040°C may be specified for service in sensitizing temperature ranges of 425-815°C. Orbital welding systems employing precise heat input control produce consistent root penetration for pharmaceutical-grade tubing per ASME BPE standards, achieving surface roughness values below Ra 0.4 μm for high-purity water distribution. Proper joint design incorporating 37.5° bevel angles and 1.6 mm root gaps ensures complete fusion, with backing gas purging using argon or nitrogen maintaining oxygen levels below 20 ppm to prevent sugaring on the root side.
Application Engineering Across Industrial Sectors
Chemical processing facilities specify austenitic stainless steel pipe for handling corrosive media including nitric acid concentrations up to 65% at temperatures reaching 120°C, where Grade 304L provides adequate resistance per NACE MR0175 guidelines. Pharmaceutical manufacturing systems utilize electropolished 316L pipe meeting USP Class VI biocompatibility requirements, with orbital welded connections eliminating crevices that harbor bacterial growth in clean-in-place (CIP) circuits. Food and beverage processing installations demand compliance with FDA 21 CFR 177.2600 for direct product contact surfaces, with 304 pipe serving pasteurization loops operating at 85°C and 316L specified for brine systems containing 3.5% sodium chloride. Marine propulsion systems employ Schedule 40 seamless 316L pipe for seawater cooling circuits, designed per DNV-GL rules with corrosion allowances of 3 mm over 25-year service life. Petrochemical refineries utilize heavy-wall seamless pipe in catalytic reformer feed lines, where Grade 321 titanium-stabilized composition prevents intergranular attack in 480-650°C operating windows.
Frequently Asked Questions
What is the minimum order quantity (MOQ)?
Standard minimum order quantities start at 1 metric ton for common grades like 304 and 316L in stock sizes, with seamless pipe requiring 3-5 ton minimums for mill-direct orders. Custom specifications including non-standard wall thickness, special length requirements, or exotic grades such as 904L may necessitate 10-ton production runs to optimize manufacturing efficiency and pricing.

Do you provide material test certificates?
All austenitic stainless steel pipe shipments include EN 10204 Type 3.1 mill test certificates documenting heat-specific chemical composition analyzed per ASTM E1086, room temperature tensile properties, hardness values, and grain size measurements. Additional certifications available upon request include NACE MR0175 compliance statements, positive material identification (PMI) reports, and third-party inspection certificates from agencies such as Lloyd's Register or Bureau Veritas.
What is the typical delivery time?
Stock items in standard schedules (10S, 40S, 80S) for sizes NPS 1/2 through NPS 6 ship within 5-7 business days from regional distribution centers. Mill-direct seamless pipe orders require 8-12 weeks lead time depending on size and grade availability, while custom welded fabrications including spools with fittings typically complete within 4-6 weeks following engineering approval.

Can you cut to custom sizes?
Precision cutting services accommodate specific length requirements from 100 mm minimum to 12-meter maximums using abrasive saws or plasma cutting equipment, maintaining cut tolerances of ±1.5 mm per ASTM A999. End preparation options include beveling to AWS D18.1 specifications for orbital welding, threading per ASME B1.20.1 for NPT connections, and grooving for mechanical coupling systems, with all machined surfaces deburred and passivated.
Get a Competitive Quote for Austenitic Stainless Steel Pipe
Our technical sales team provides comprehensive project support from material selection through delivery logistics, ensuring optimal grade specification for your specific operating conditions. Leveraging direct mill relationships and strategic inventory positioning across North America, Europe, and Asia-Pacific regions, we deliver factory-competitive pricing on both standard and specialized austenitic pipe configurations. Request detailed quotations including material certifications, dimensional inspection reports, and delivered cost analysis tailored to your procurement timeline and quality requirements.
- 24/7 customer support available via phone, email, and live chat
- Free samples for quality evaluation with full traceability documentation
- Competitive pricing for bulk orders with volume discount structures
- Professional technical consultation on material selection and application engineering
Contact us today to get your free quote within 24 hours!

 English
English  简体中文
简体中文 
 CN
CN